








ϵ�҂�
��ַ�����o
�֙C/��һ��15524700779
�֙C/�Ŷ���13654200914
QQ�ͷ�һ�����o
QQ�ͷ��������o
�֙C/��һ��15524700779
�֙C/�Ŷ���13654200914
QQ�ͷ�һ�����o
QQ�ͷ��������o
�aƷ֪�R
����X�Ͳ���в�������
���ڣ�2015-12-23 �˚⣺
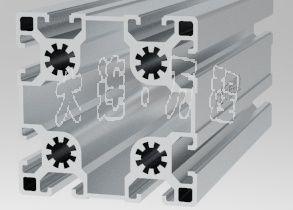
������ʾ�� ���șz���X�Ͳ��Ƭ�̶�����������ȫ�b�ü������o�Ƿ�������Ȼ��������D���Ůa�Ρ����Ͳ��L�����ɫ�������b���ܻ��b�����ϵ�����_ֱ�����������������ͲĔ[ֱ����
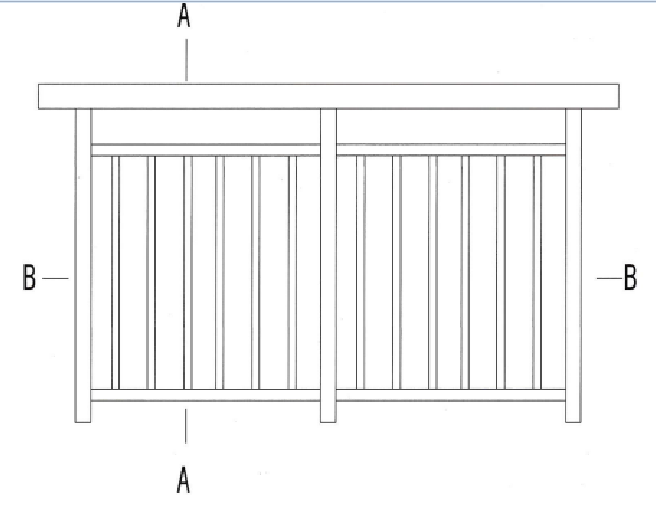
���șz���X�Ͳ��Ƭ�̶�����������ȫ�b�ü������o�Ƿ�������Ȼ��������D���Ůa�Ρ����Ͳ��L�ȣ��ɫ�������b���ܻ��b�����ϵ�����_ֱ���������ߣ������ͲĔ[ֱ�����Ƭ�����m������s�����C����Ȼ���_ʼ��С���ЕrҪ����һ�����֧������ֹ���������Ҍ��ڳ�Ʒ���Ϻ�������Еr��Ҫÿ֧֮�g�øɃ������M���g����
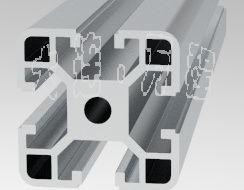
��������кõ��Ͳ��b��ָ�����Ͽ������|�����}���ϲ����M�����b���^���к����Ͳ��b���������p���Ͳ��b������ͬ�rҪ�����p���p�ţ���ֹ������������������ÿ���Ͳ��g����횉|���l���L�̲�һ�µ��X�Ͳ�ԭ�t�ϲ����b����Ҫ���b�r������ȡ�L�¶��ϵ��b��ʽ���b�ÿ���òʗl���w�ú��輰�r�D�����D�}�M�t�rЧ��
�x���@ƪ���º������������
��
��һƪ���҇����I�X�Ͳ���̖�ķ����;
��һƪ�����y�X���|������b�e��
�aƷ���]