








ϵ�҂�
��ַ�����o
�֙C/��һ��15524700779
�֙C/�Ŷ���13654200914
QQ�ͷ�һ�����o
QQ�ͷ��������o
�֙C/��һ��15524700779
�֙C/�Ŷ���13654200914
QQ�ͷ�һ�����o
QQ�ͷ��������o
�aƷ֪�R
��|����O���Ҏ���X���Ͱ�݁������ˇ�c�Ѽyȱ�ݷ���
���ڣ�2016-08-13 �˚⣺
������ʾ�� �X���Ͱ�����һ�N���ͽ����Y�����ϣ����������p���ȏ��ȸߡ����g����ȫ�����\ݔʩ������]�ܡ�ʹ�É����L�Լ����Ճrֵ�ߵ��T�ચ���c���ڹ����I���о��ЏV���đ��á���
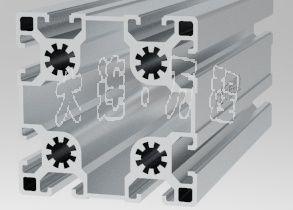
�X���Ͱ�����һ�N���ͽ����Y�����ϣ����������p���ȏ��ȸߡ����g����ȫ�����\ݔʩ������]�ܡ�ʹ�É����L�Լ����Ճrֵ�ߵ��T�ચ���c���ڹ����I���о��ЏV���đ��á��X���Ͱ�ĺ�ȶ���U1mm���ҡ��S�����Ͱ��������������ӣ������^���ߴ����������˸��ߵ�Ҫ����ijЩ���d�Y���У���Ҫ��Ҏ��ĉ��Ͱ���ܝM�㹤������ǰ�����Ͱ�ij�����݁���͛_�����͵ȷ�ʽ��݁������ˇռ�y�I��λ��
���X���Ͱ�݁�������ǰ�������B�½��v���B܈���͙C�B�m�������ɵĹ�ˇ����������c��׃��ǰ��厧�ĺ�Ȳ�׃�����ͺ�������Ծ�չ�_�L�ȵ���ԭ�匒�ȣ������^���У������IJ����ڏ���׃��ͬ�r��Ҳ���S������׃�κͼӹ�Ӳ�������Ͱ�݁������ˇ��Ҫ��2�N��1�������ͷ����ȏ����g���y�������߅�����y��u���ͣ������ȏ�߅�����y�������g���y��u���͡������c�����ό���Ӌ�㺆�Σ�݁�ӵİ��b���{ԇ���㣬���͕r����������^С�����C�ܔ�����Ҫ����^�ࡣ2��ͬ�r���ͷ��������ϵIJ��yͬ�r���ͣ������c���������ٵij��͵��Ϋ@����K�ij�Ʒ������Ҫ���_Ӌ�����ϵČ��ȣ������͙C�MҪ�����^�ߵİ��b���ȣ�ͬ�r�����ڏ���̎�l������Ӳ����������������^����݁ĥ�p���^���أ����Ͱ��ȵ����ӽo�����O����ˇ������һЩ���y���磺�����������������ӣ����������^���а�ęM��λ���^�����³���܈݆�����돽��Ҫ����]�c���Ϗ�������ƥ��ȡ��������ˇ���������t���a�����Nȱ������ˣ���Ҏ���X���Ͱ����a���B܈�C���O������������^��Ҫ������Ҫ�����OӋ݁�����a��ˇ�����͏����돽���OӋ��Ҫ��ֿ��]��ĵ�׃�����c�Ͱ�ij����������Ԝp�ٽDz��_�ѵ�ȱ�ݵĮa����
����
�������Č���Ҏ��3—4mm���X���Ͱ�݁������ˇ�M�����о��������X�Ͻ���ij��������͉��Ͱ�Ҏ�����c���_�l�˺�Ҏ���X���Ͱ����݁������ˇ�����������F���X���Ͱ�Dz��Ѽyȱ���M���˔��SEM�^�������������Ѯa��ԭ�IJ����x����A̎���ĽǶȣ�����˜p��ȱ�ݵ�������ʩ��
����
����1���Ͱ�ɷ֡�Ҏ�������
����
�������������õ��X�Ͻ������һ�N���ȱ��^�߷��P�X�Ͻ���Ҫ���ڴ��������ИI�������ɷֿ�֪���X—�V�Ͻ��к���������Mn��Cr��TiԪ�أ�MnԪ�صļ����܉�ʹ���V������Mg5AL8��ɢ��������ɢ���������ã�ͬ�r������X�Ͻ�Ŀ����g���ܡ������Cr��TiԪ�ؿ��Լ����Ͻ�������Fe��Si��Cu�Ȟ��s�|Ԫ�أ������Ĵ��ڌ��X�Ͻ�������c�|�����^���ؓ��Ӱ푡�
����
����2���Ͱ����ˇ
����
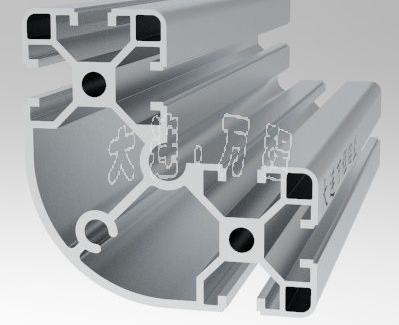
����һ���J�������ͷ���Ҫ���^��ij���݁���������d�ɵĽ��ͣ����H�����ͷ��^ͬ�r���ͷ������݁�������Ԝp��20%���ҡ�ͬ�r�����^���У����һ�_ʼ������������׃�Σ���������̎�������ʹ���ٵęM���Ƅӱ��^���y���e�Ǯ�����݁�ӹ���������ƫ��r���͕���ɰ���ڳ����^����ȡ�������A���O���Ġ�B׃�Σ��Ķ��a���Π�ͳߴ���`�ͬ�r�����^���д������^��đ���������������ɉ��Ͱ�߅���ߴ��^�����γ��ް����Π��׃��߀���ܮa���M�����Ͱ��治ƽ���������^���У���һ�������͕r����������߅�İ�ĺ����װl������Ľ��ٙM�����ӡ�ʹ����̎��ĺͳ���݁��Ħ�����pС�������ڰ�ij��͡�2�N���ͷ������и��ă�ȱ�c���������С��Ͳ��Ή��Ͱ��һЩ�����Π�ĉ��Ͱ壬�����ͷ���һ���ă�Խ�ԡ�
����
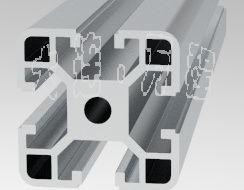
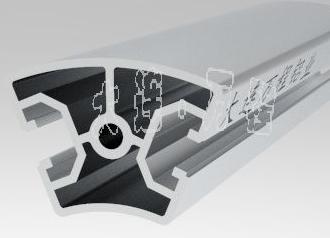
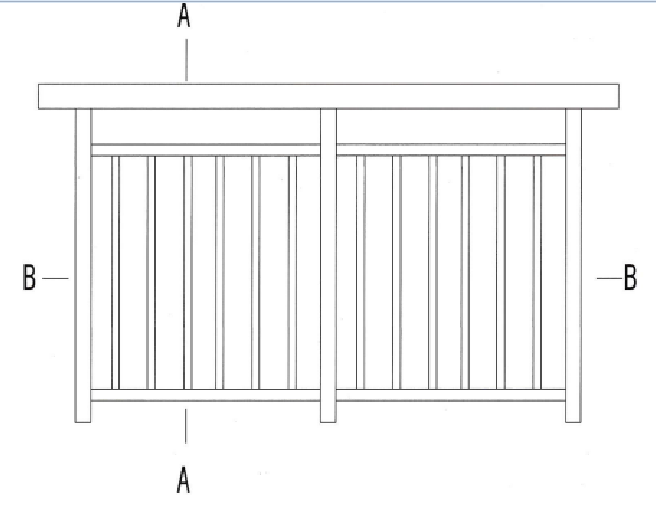
�������Ͱ�ԭ�ό��Ȟ�900~1200mm�����Ͱ干��4�����βۡ����ډ��Ͱ�����^���У������܈݆���յ����죬���Ҳ����^�������3mm�X�Ͻ��ģ�����c��ȱ�ֵ�_17:1��׃���^���оֲ����l���ӹ�Ӳ��������ij�������Ҫ���^�ߡ����Ͱ�����^���У����ٰ��ؙM���ܵ��������á��Ķ��γɲ��͡�����Ҫ������^���а�ęM�������^����ȫ����ͬ�r���ͣ�����֮�g����ĵ�������ʹ���������^�����y��������ɰ�ľֲ�׃���������ѡ������ڰ�������^�����4������ͬ�r���͌���Iϵ�ǂ��O�����ṩ��܈����Ҫ���^���ڌ���������������ͬ�r���ͺ������͵����c����2�N�����M�б��^������˶��c�����������ˇ����ܛ��Q�˸�Ӳ��������X�Ͻ����Ͱ�ij��͆��}�����X���Ͱ�ij����^�̷֞�2���A�Σ��Ȍ����g��2�������M�г��ͣ�Ȼ���ٌ���ȵ�2�������M�г��͡�
����
����3�Ѽyȱ�ݷ���
����
������ھ��е��͵��ۺ��͔�����ò���������Ǵ��ڴ����g�C���g�C�����L��ĽY�����g�C�ȴ�������һ���A�s���c�ڶ��࣬�@�f���������ڊA�s����ǵڶ����c���w�Ľ����ϡ��������ڻ��w�ӹ�Ӳ�������^�����g�C����\������ď����^���У�����Ȯa�����������_ʼ�a���ף��^���L��;ۺϣ��γ�һ�����Ѽy���@�����Ѽy������ֱ�������S�ķ�����չ����K��ԇ��߅���Դ�s���S���45°ƽ����Д��_��
����
����FeԪ�������X�Ͻ����s�|Ԫ�أ��������^��r�������ɽ��ٻ�����γ�Ӳ�c��һ��Ԫ�غ����ȣ�AL6(FeMn)��ԪӲ���࣬���׳ɞ����Լӹ��^�����ѼyԴ�����@��Ӱ푲��ϵļӹ�Ӳ�����ܡ�Ԫ��ƫ�۬F�������´������ӣ���ˇ�����½���ͬ�r�VԪ��ƫ�������γɵ��w���V�X��Ӳ�࣬���ͳ��폊��Ч���������´������ӣ������Լӹ��^�������װl�����ѣ����ɞ��ѼyԴ�����⣬�ڔ����Ҳ�^�쵽���S����SiӲ�c�Լ��A�s������ڼӹ��^����Ҳ�������飬�����Ѽy������
����
����4�YՓ
����
����1���ɹ��_�l�˺�Ҏ���X�Ͻ����Ͱ�݁��������ˇ���o���˵��Ή���Ҏ�̺�܈݆�M���Ƅ������䡣
����
����2�����������Ͱ�Dz��Ѽy��ڷ����������X�Ͻ��ăȲ����ڲ��ִ��w���s�|���ڏ���׃���^�����������飬�����c�X���w����֮�g�����Ѽy���Ѽy�Uɢ���½Dz��Ѽyȱ�ݵĮa����
����
����3����������ȱ���γ�ԭ�Ŀ����^�M���Y���Ͱ�ij����ԵĽǶȣ����Բ��Ì��X�Ͻ����M���A�˻��̎���͜p���ӹ�׃�����ʵȴ�ʩ���ͼӹ�Ӳ���̶ȣ���߰�����ԣ��Ķ��p���Ѽyȱ�ݡ�
�x���@ƪ���º���������Σ�
��
��һƪ���\�����X�՚�늳ص��������V
�aƷ���]